Manual Inspection Booths (MIB)
Manual Inspection
Solutions for Bio-Tech, Medical Device and Pharmaceutical Customers
Phoenix Imaging Ltd. manufacturers a complete line on
manual inspection booths designed for visual inspection of pharmaceutical
products. The booths are designed with feed back control circuitry to
insure that the light intensity remains at the desired level specified in the
inspection procedure. A wide selection of booth sizes and optical formats
are available to meet specific inspection requirements. There are two
basic light delivery methods in to the inspection volume, the inspection volume
is defined as the volume in which the light intensity remains consistently
within a ▒10% range. Generally the inspection volume horizontal center is
considered the division between the Black and White backgrounds. The
vertical center is dependent on the light delivery method on the inspection
booth. The two methods are single-sided and dual-sided lighting.
Most common light booths use the single-sided lighting method where the light
source is positioned above the White / Black inspection background. The
deficiency of this method is that the light intensity varies as a function of
distance from the source and this produces a very narrow inspection volume.
The Dual-sided lighting system has illumination sources on two sides of the
inspection volume, either top/bottom or left/right sides. The inspection
volume is very large in a dual-sided lighting system because a one moves away
from one light source the intensity decreases but the light from the opposite
light sources increases keeping the total intensity approximately the same.

MIB-100DÖ with Stainless Steel Armrest and Fixed Side
Shelves
The illustration below show the average Intensity
(ft.-cd.) verses the distance from the light source. Since this is
single-sided light source there is only one distance below the light source
remains constant. The diagram illustrates the variation of light intensity
within a container that is held at a constant distance from the light source.
I should be noted that the change in light intensity will be even worse if the
container experienced a variance in position. The larger the container,
the greater the variation in light intensity. The orange box represents
the size of typical 5 ml glass vial (variation in light intensity is
approximately 80 foot-candles [~860 Lux]). The green box represents a
typical 3 ml cartridge (variation in light intensity is approximately 110
foot-candles [1183 Lux]). The blue box represents a 250 ml vial (variation
in light intensity is approximately 192 foot-candles [2065 Lux]).
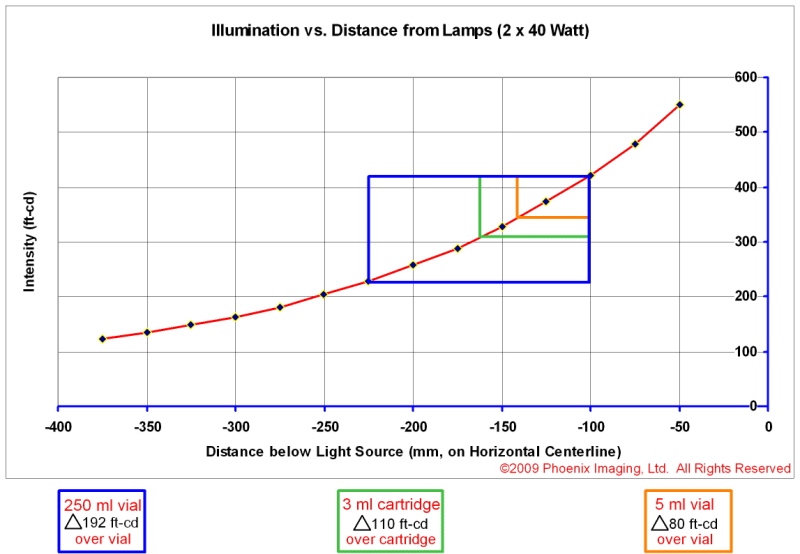
Single-sided Light Booth (Light Intensity vs. Distance
from Source)
Why is it important to maintain a constant light intensity
while performing the visual inspection? Because the apparent size of a
contaminating particle and therefore the probability of rejection is directly
proportional to the intensity of the light used in the inspection process.
If one were to examine the Human Response Curve (HRC) for a given intensity of
light in the inspection volume, the effect of the afore mentioned light
variations on the Probability of Rejection (PR) becomes
obvious. The HRC at various light intensities (ft.-cd.) illustrate the
change in Probability of Rejection. For example, a 122Ąm diameter particle
with a 70% Probability of Rejection with 348 ft.-cd. (3750 Lux) only has a 54%
Probability of Rejection with 300 ft.-cd. (3228 Lux).
This is less than the height of the 5ml vial!
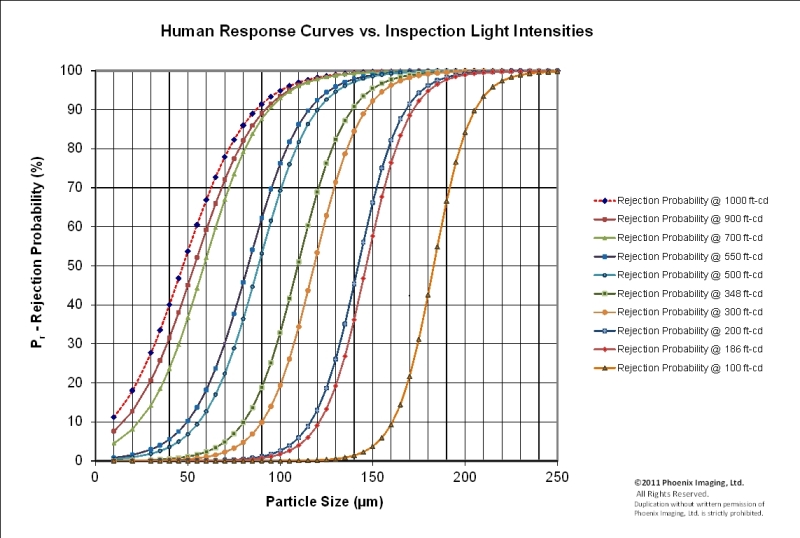
Phoenix Imaging Human Response Curves at Multiple Light
Intensities
The importance of the "uniform" inspection volume is
critical if consistent inspection results as measured by the Probability of
Rejection (PR) are desired. The effectiveness of human
inspection for contaminating particles can be improved upon greatly by a large
uniform inspection volume. The best method to achieve a uniform inspection
volume is to use dual-sided lighting. The figure below illustrates the
uniformity of the MIB-50Ö light booth. Instead of the typical "waterfall"
illumination of a single-sided lighting system the MIB-50Ö provides a saddle
with a flat region in the center of the booth. The saddle rises on the
left and right sides because the light enter the booth from those directions.
Other Phoenix Imaging booths have light that enters the inspection volume from
the top / bottom directions. Regardless of the direction in which light
enter the MIB booth a large uniform lighting region is produced.
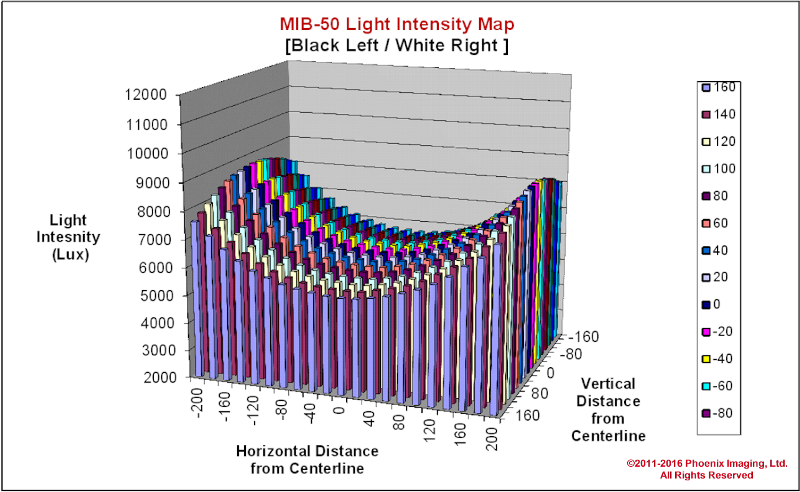
Phoenix Imaging MIB-50Ö Light Intensity Map
Determine the MIB Product that best meets your
requirements, see the MIB Selection Chart
|